






























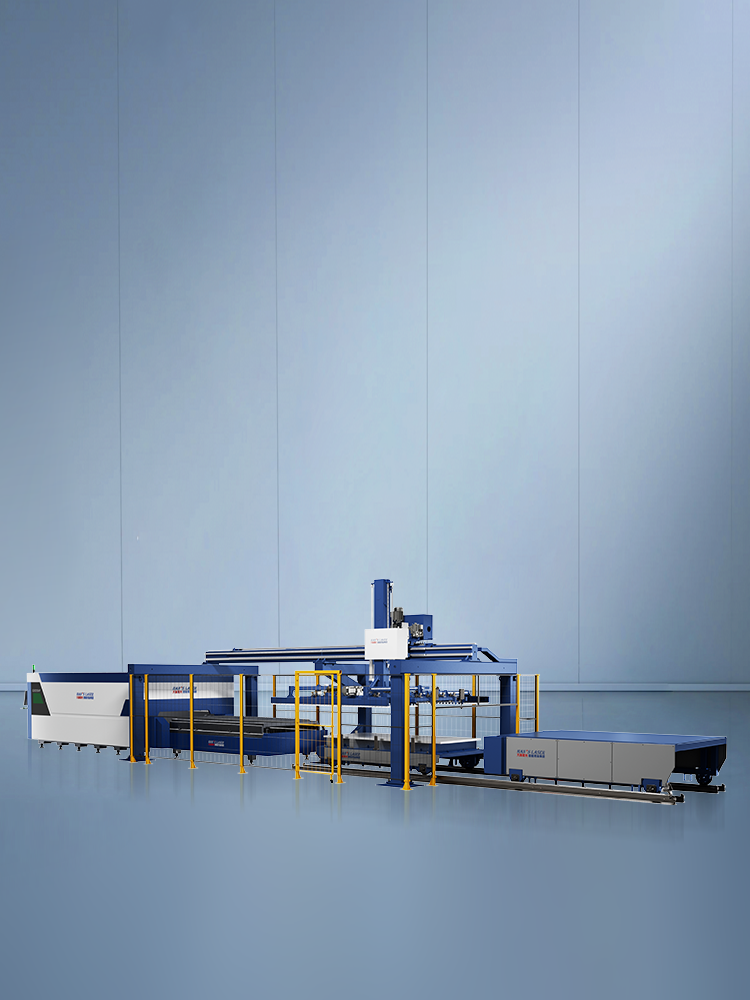

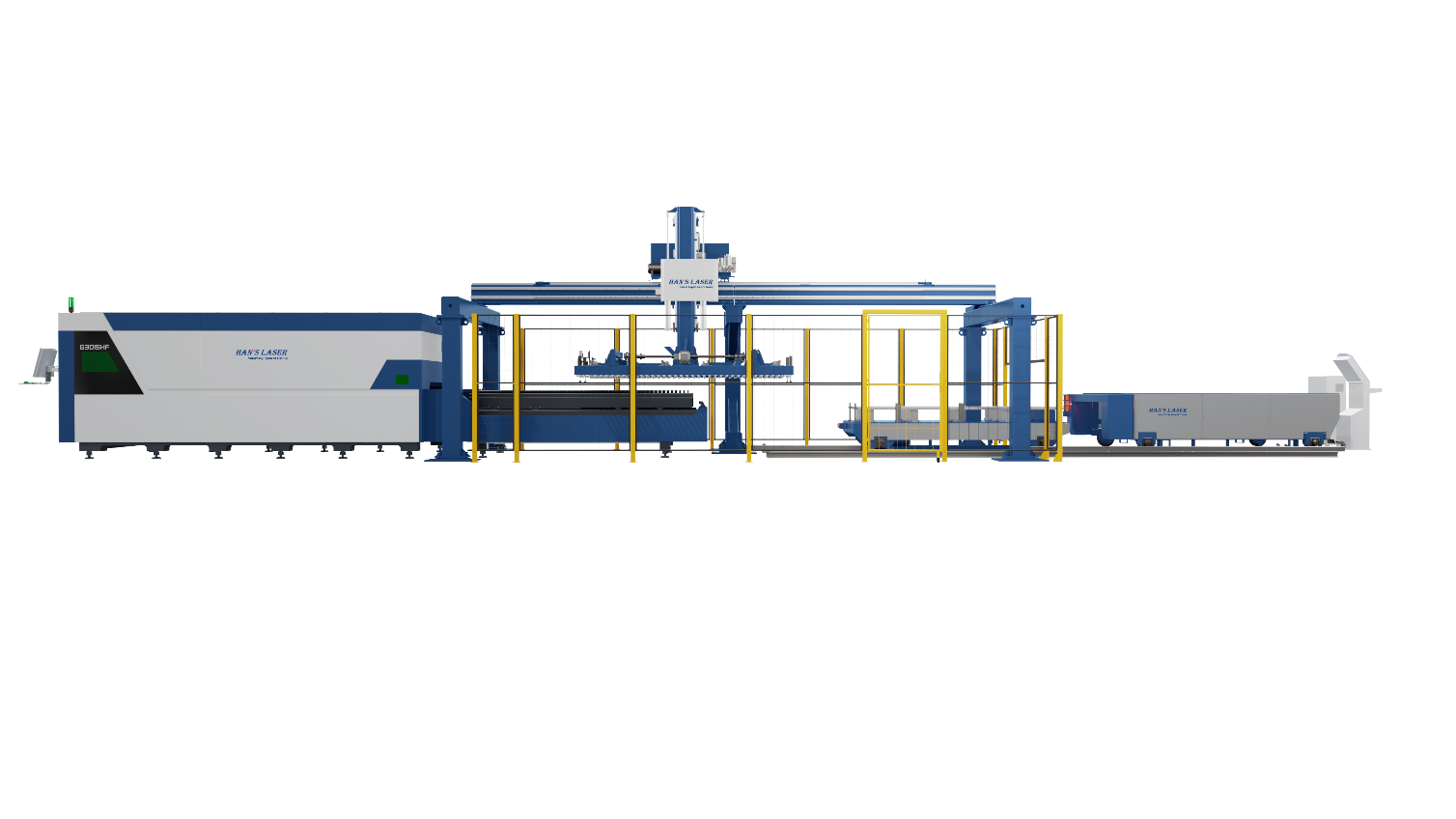
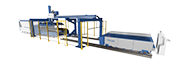
主要部品
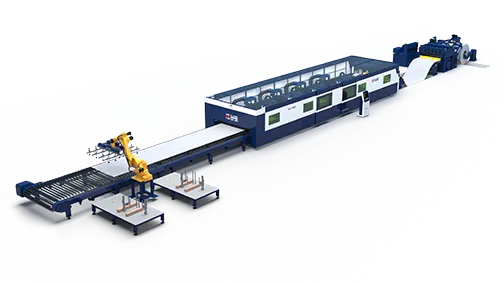
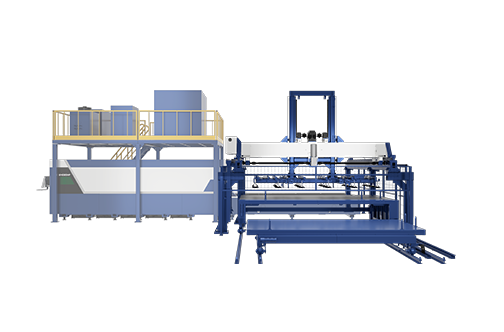
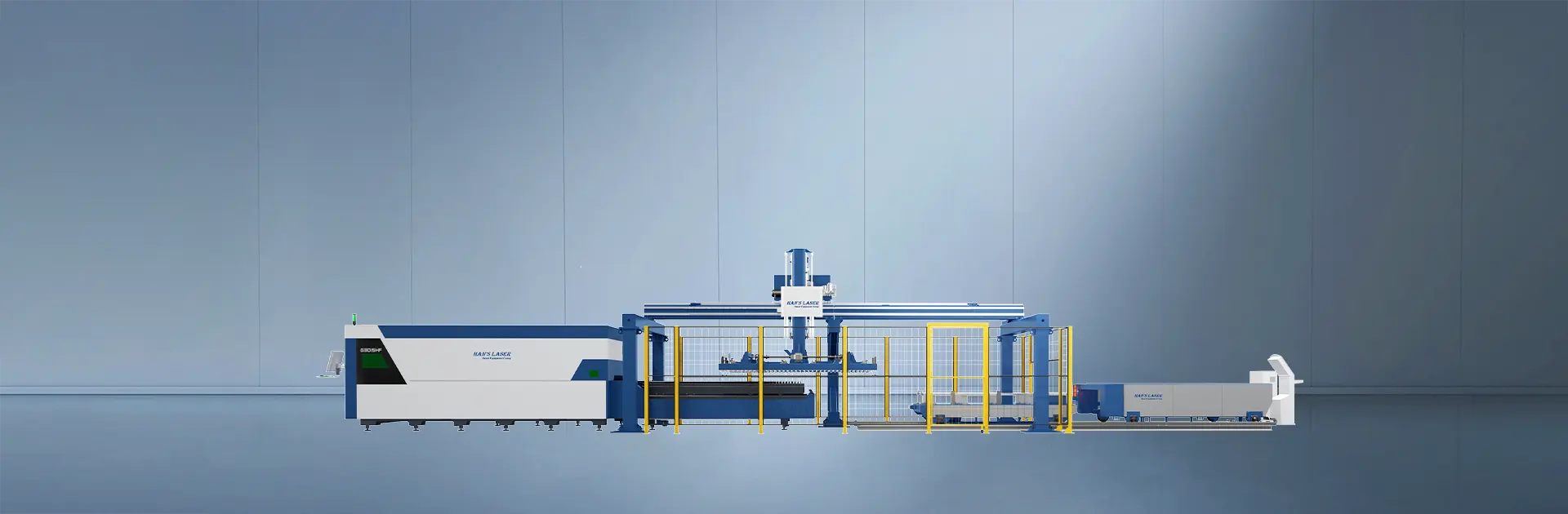
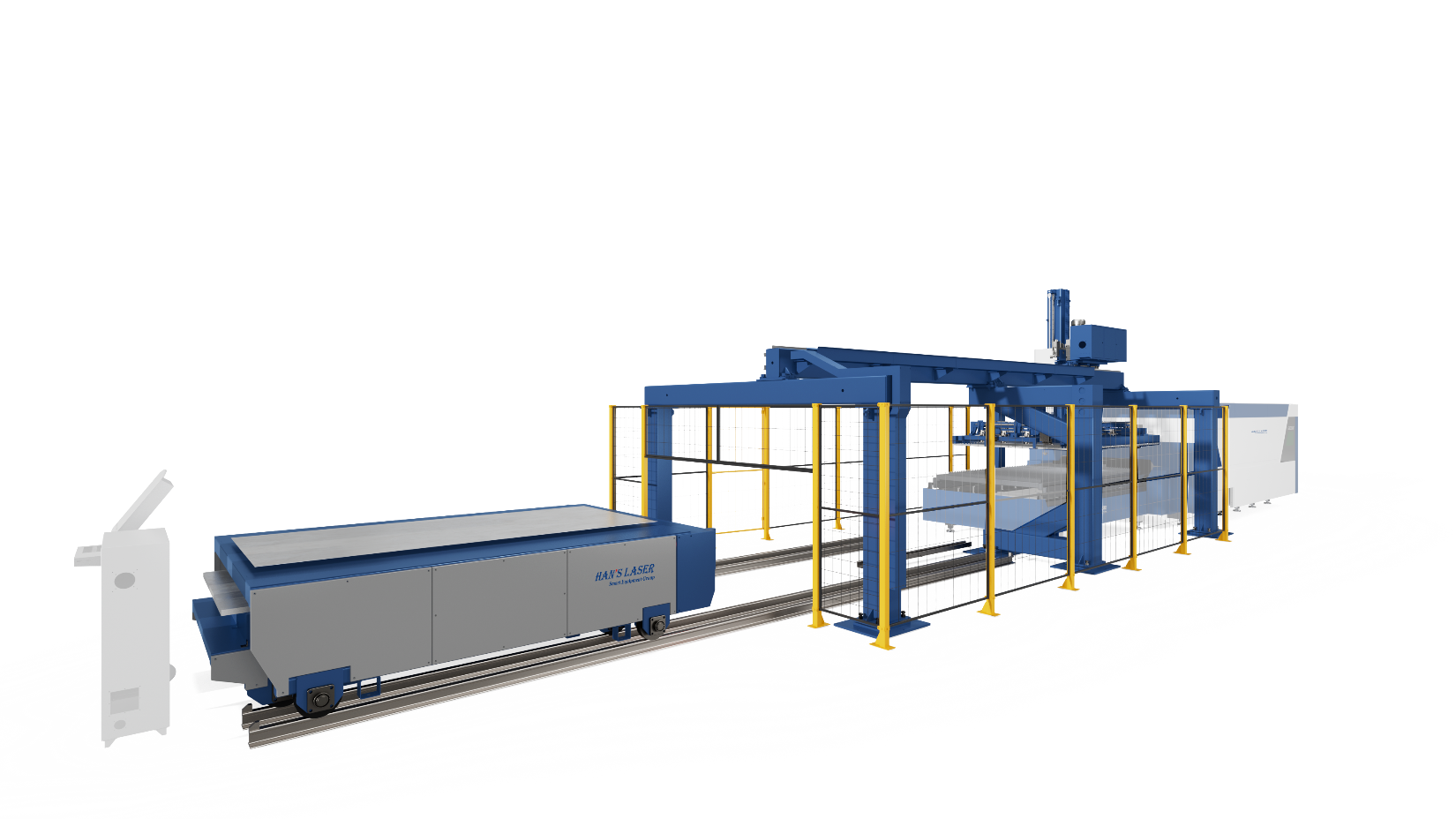
自動荷役システムは主にC型スタンドのパイプライン、荷役一体化装置、高低電子カートと制御システムから構成される。
システムは次のコンポーネントで構成されています:
•C字型ステント;
•真空チャック搭載装置;
•梁をまたぐ歩行線;
•フォーク取り外し装置。
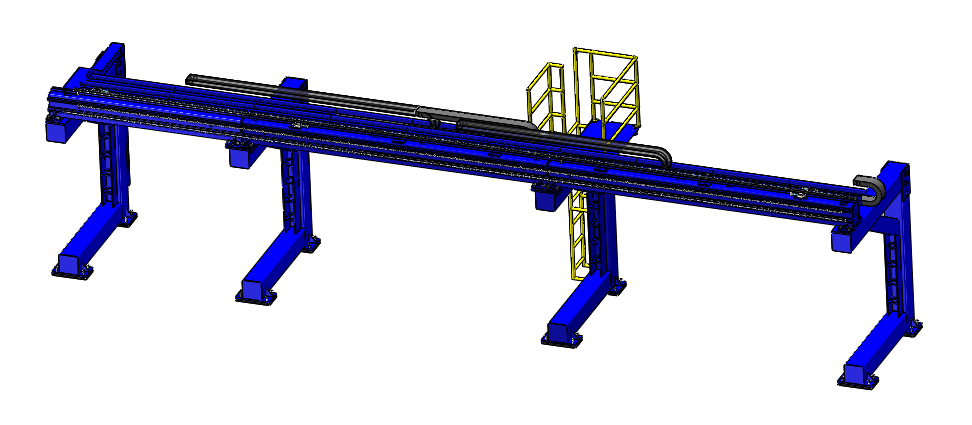
C型ブラケット組立ライン
C字型ホルダのスパンビームなどの主な加工部品は。形材を溶接したものである。プロセスフローは以下の通りである:溶接→粗加工→振動応力解放→仕上げ加工は、溶接と加工による応力をより良く解放しC形ステント組立ラインの安定性を高めることができる。
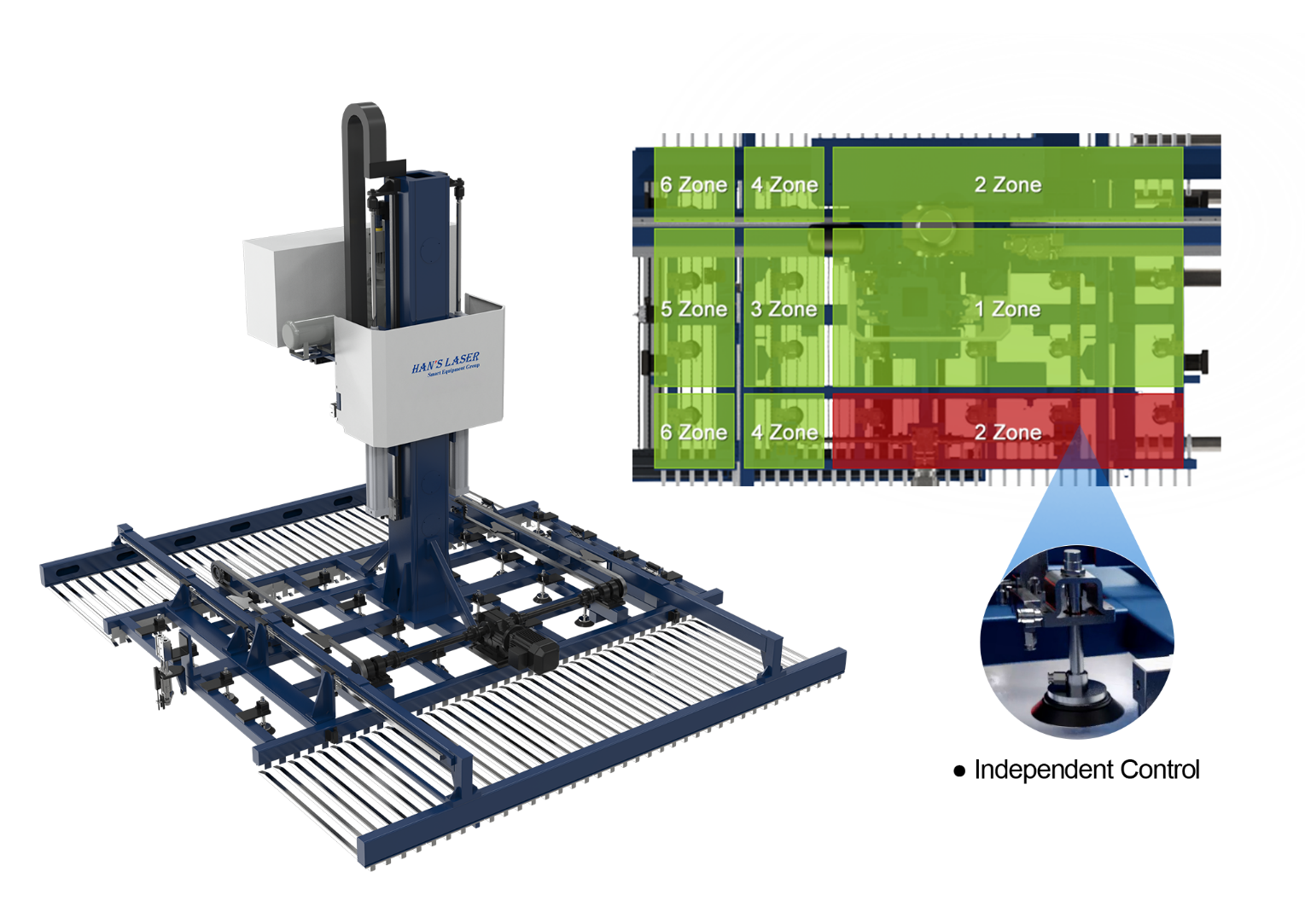
着脱一体化装置
統合型ロード/アンロード機構はガイド付き伝動システムの溶接フレームを採用し、真空チャック(個別電磁制御、適応紙クランプ用)と櫛形フォークを支持する。フォークは水平挿入によって完成品/廃棄物をテーブル隙間から持ち上げ、それを選別車に移す。このシステムは垂直/水平移動を行うことができ、正確な紙処理を実現することができる。
•各吸盤は独立して制御され、柔軟で多様なフォーマットに対応する金属板。
•自動着脱二重機能搭載、 高速で正確な動作。 原材料や板材を吸収するために真空チャックを使用しています、 また疎らな荷下ろしフォークを備え、高度安全を確保する。
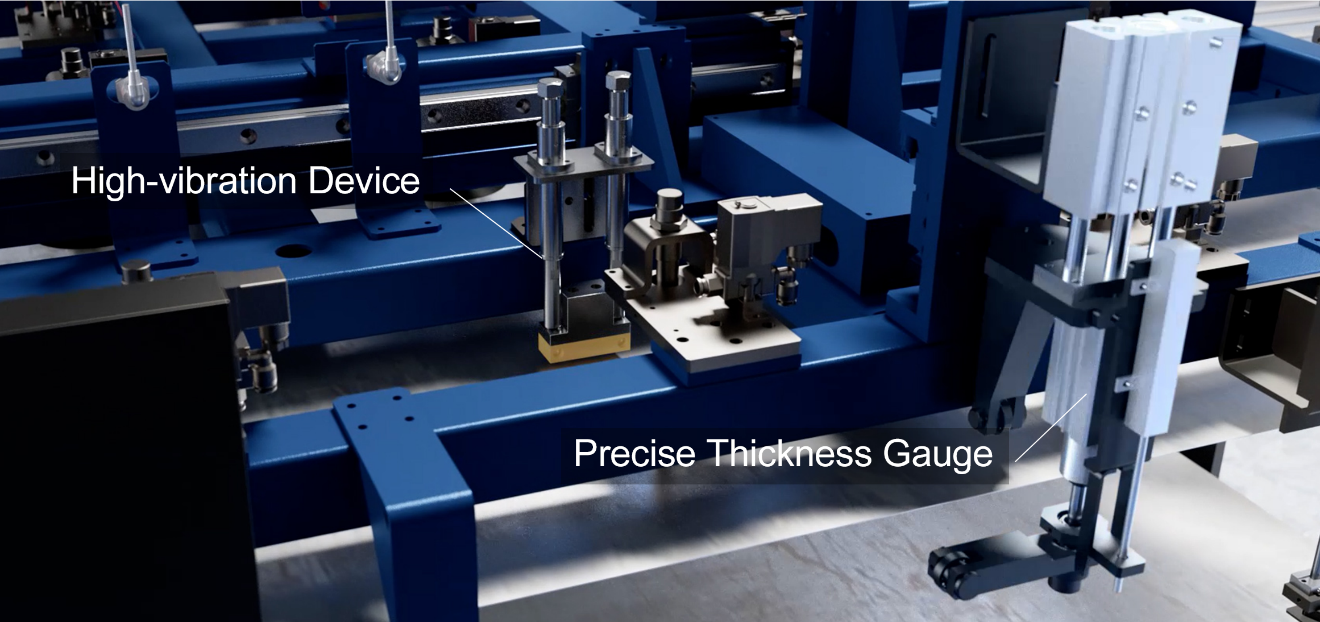
ゆうこうかいそう
鋭敏な厚さ測定、正確な層状化、単片生産を確保し、生産過程における板材切断の不正を防止する。
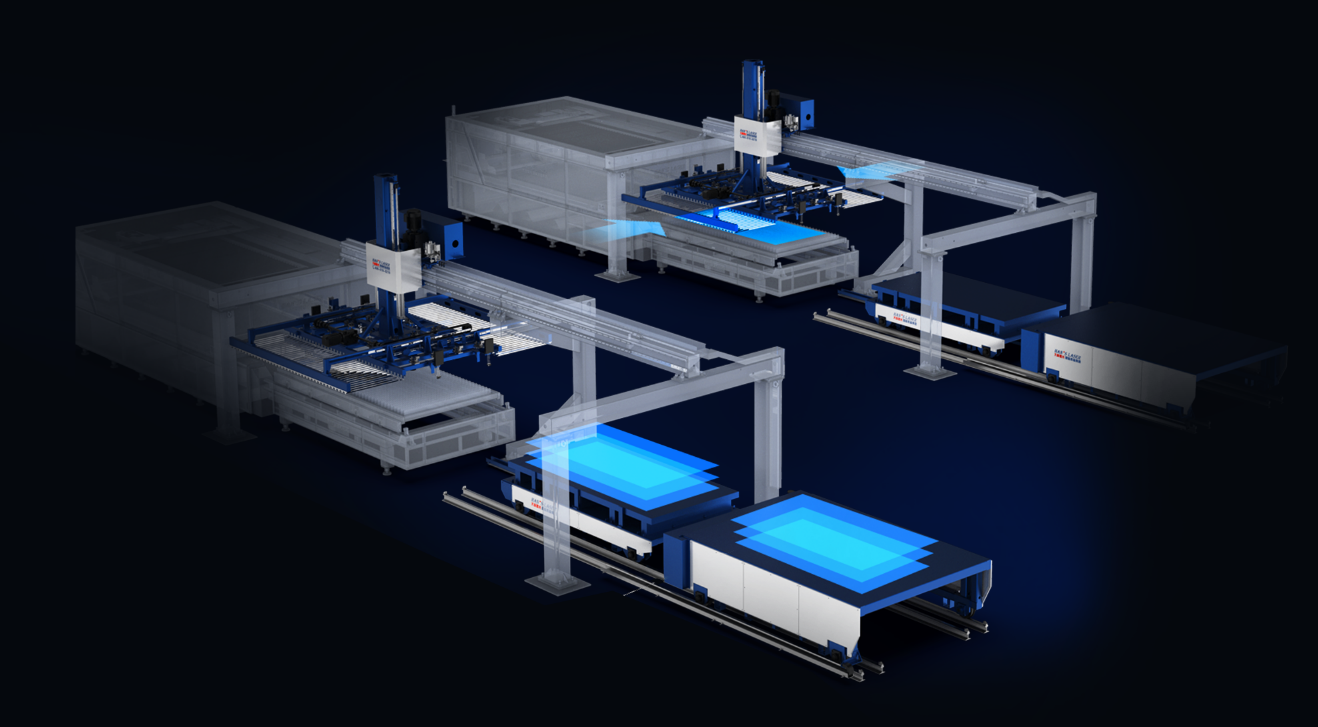
シームレス遷移
連続ロードとアンインストールにより、予期せぬ手動操作を排除することで生産性が大幅に向上。
安全フェンス
安全インターロックスイッチを備え、設備はこのエリアで自動運転し、死角保護のない安全ガードレールを採用し、人員の進入を防止し、システムの安全運行を確保する。
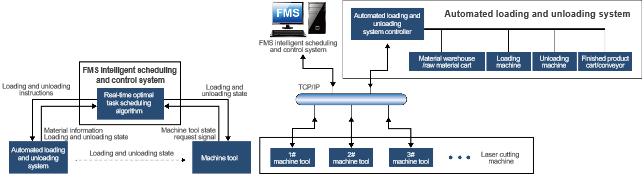
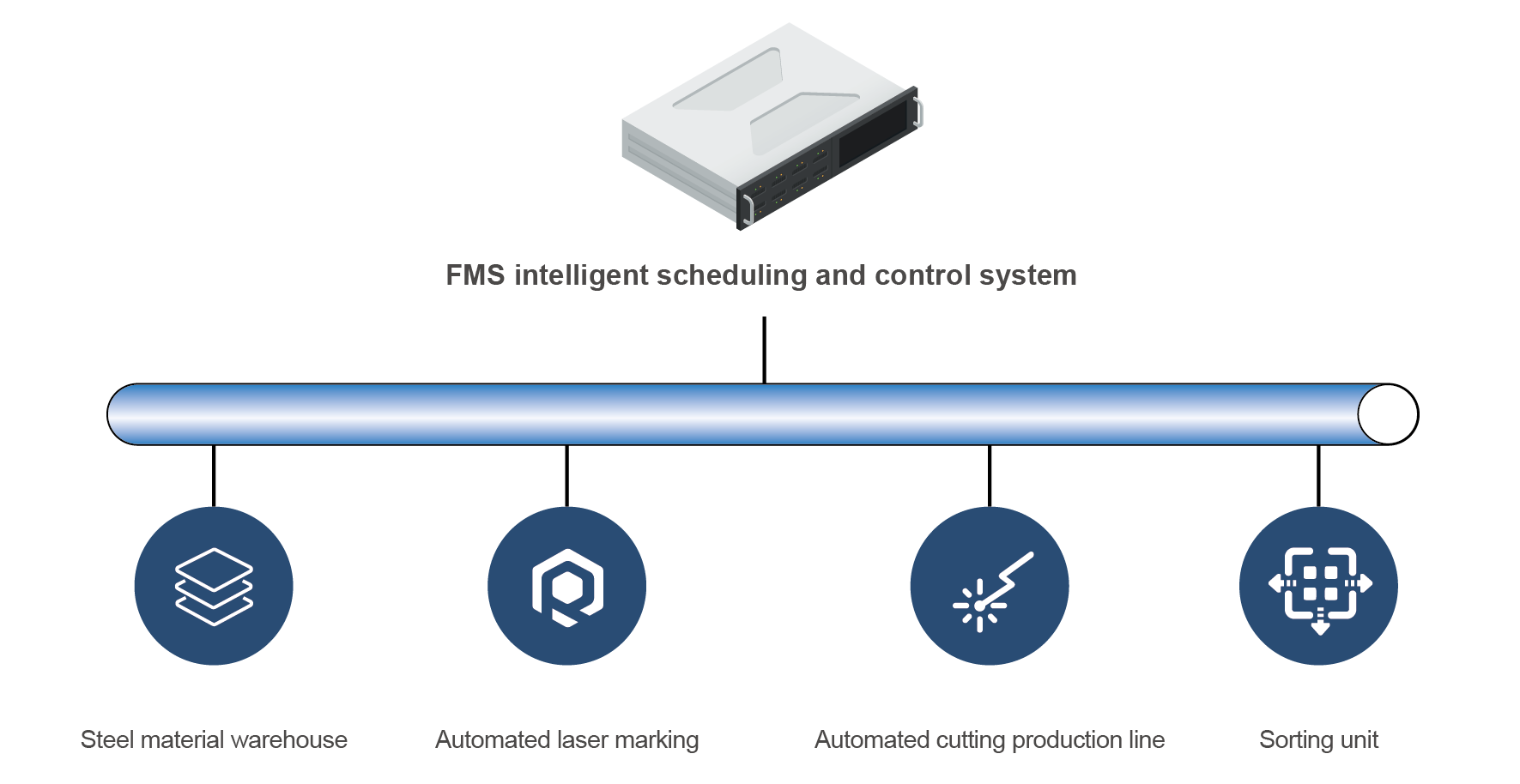
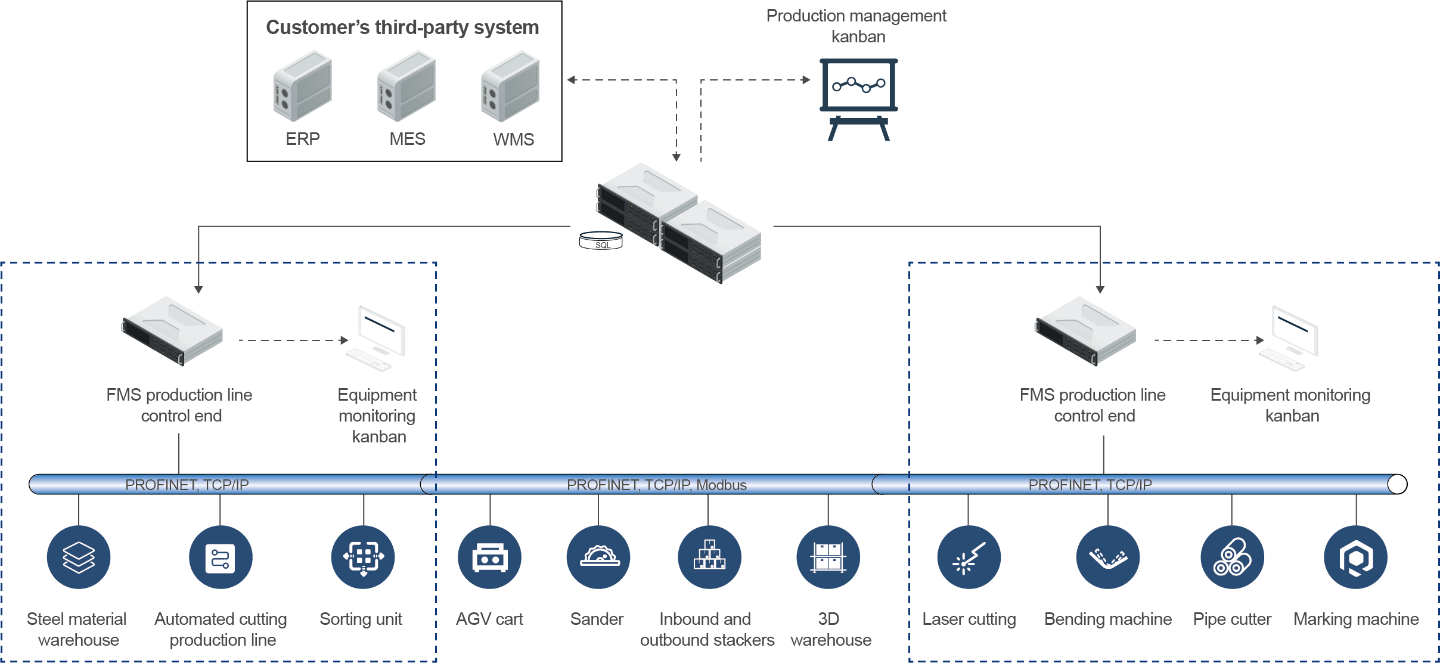
制御と情報システム
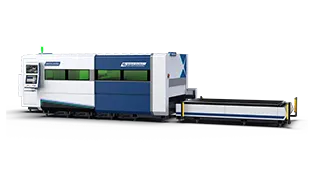
生産ラインの全体制御システムは三つの部分に分けられる:荷役制御システム、切断機デジタル制御システムとFMSインテリジェントスケジューリング制御システム(オプション)。 荷役制御システムは材倉庫荷役装置及び完成車の運転を制御する。 切断機のデジタル制御システムはレーザー切断とテーブルの自動交換制御を実現した。FMSインテリジェントスケジューリングと制御システムは加工任務を割り当て機械の荷役を手配し切断機を調整し荷役システムと協力して秩序正しく効率的に作業する。

自動着脱制御システム
生産ラインの自動化制御システムはPLCコントローラを採用しその各部はProfiNetバスプロトコルに基づいて配置され分散制御システムを形成する。 制御プログラムはIEC国際標準に準拠しプログラム構造はモジュール化、標準化されている、 ありふれた、 アップグレードが容易。 このシステムは効率的な自己診断と自己処理機能および豊富な異常監視と警報機能を提供する。メンテナンスと操作が容易です。






連絡先

 LET’S TALK
LET’S TALK



