
































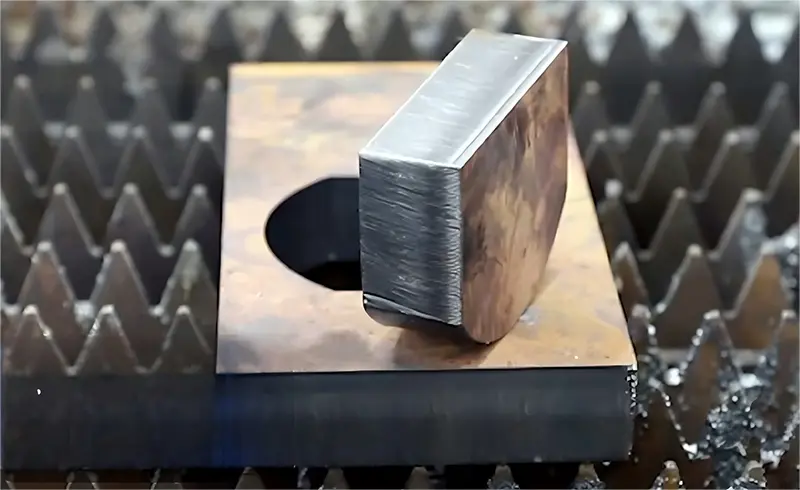
厚板炭素鋼を酸素、窒素、または空気で切断する際、オペレーターはスラグの付着、スパッタ、または切断面の筋模様(ストリエーション)などの問題に直面することがあります。
これらの問題の原因を理解し、適切にレーザーのパラメータを調整することが、滑らかで高品質な切断を実現するために不可欠です。
以下では、炭素鋼のファイバーレーザー切断性能を向上させるための一般的な問題とその解決策を紹介します。
問題 1:酸素で厚板炭素鋼(40mm以上)を切断した際の大きなストリエーション
切断焦点位置を上げる
40mmを超える炭素鋼を切断する場合、焦点位置を +15 以上 に設定します。
焦点を高くすることで切断品質が向上し、ストリエーションのサイズが小さくなります。
ノズル高さを上げる
ノズル高さを約 1.4mm に設定します。
0.3mm と比較すると、ストリエーションの幅が小さくなりますが、テーパーがやや大きくなる場合があります。
重要なポイント:
焦点を高くすることで切断がより滑らかになります。
ノズル高さを上げることは実質的に焦点位置を上げることになり、表面品質を向上させます。
| ノズル高さ | 切断結果 |
|---|---|
| 0.3 mm | ストリエーションが大きい |
| 1.4 mm | 仕上がりが滑らかでストリエーションが小さい |
問題 2:底部にスラグが付着する(45mm炭素鋼)
切断速度を下げる
切断速度を下げることで、レーザーが材料をより深く貫通でき、スラグの発生を抑えられます。
焦点を下げ、ガス圧を上げる
焦点位置を低くし、ガス圧を上げることで、特に厚板の底部における切断性能が向上します。
問題 3:窒素または空気を使用した際の表面スパッタ
焦点位置を上げる
焦点位置を高くすることで、切断中の表面スパッタを減少させることができます。
ガス圧を下げる
ガス圧を下げることで、スパッタが表面に付着するのを最小限に抑え、切断面の見た目を改善します。
問題 4:窒素または空気を使用した際に硬いスラグが形成される
焦点位置を下げる
焦点を低くすることで、硬いスラグの生成を抑えることができます。
切断速度を上げる
切断速度を上げると過熱を防ぎ、スラグの発生を減少させます。
より小さいノズル径を使用する
小さいノズルを使用することで気流を集中させ、精度を高め、スラグの堆積を減少させます。
注意:
焦点を高く設定すると一般的に切断品質は向上しますが、同時にノズルの加熱も増加します。
常にノズル温度を監視・制御し、最適な切断性能を維持してください。
注意事項:
パラメータ設定は、切断材料および使用機種を必ず考慮する必要があります。
本記事の内容は参考情報です。詳細な仕様設定や最適化については、弊社技術チームまでお問い合わせください。
結論
炭素鋼をファイバーレーザー切断機で切断する際には、出力、精度、パラメータのバランスを取ることが重要です。
焦点、ノズル径、ガス圧、切断速度などを適切に調整することで、切断効率を向上させ、欠陥を最小限に抑え、高品質な切断結果を得ることができます。
炭素鋼の切断性能を最適化する準備はできていますか?
Han’s Laser(大族レーザー)のファイバーレーザーシステムは、高精度・高安定性・高効率を実現するよう設計されています。
既存プロセスの微調整から、先進的なレーザー切断ソリューションの導入まで、当社の専門チームが最適な結果を得るためのサポートを提供します。
今すぐお問い合わせください。
最新のファイバーレーザー切断機に関する詳細情報や、炭素鋼切断性能の改善に向けた個別コンサルティングをお申し込みいただけます。




 Previous
Previous




 LET’S TALK
LET’S TALK



