
































適切なレーザー出力の選定は、金属切断において最も重要な判断の一つです。正しい出力レベルは、切断品質、生産効率、運用コスト、そして機械の長期的な性能に直接影響します。出力が低すぎると貫通不良や切断速度の低下を招き、逆に高すぎると切断面の焼け、材料の歪み、不要なエネルギー消費につながります。
本ガイドでは、材料の種類、板厚、切断速度の要件、切断面品質の期待値に基づいてレーザー出力を選定する方法を解説し、実用的かつコスト効率の高い判断をサポートします。
1.金属ごとのレーザー切断特性を理解する
金属は反射率、熱伝導率、融点の違いにより、レーザー切断時の挙動が異なります。これらの特性を理解することが、適切なレーザー出力を選ぶ第一歩です。
軟鋼(炭素鋼)
軟鋼はレーザー切断に最も適した材料の一つです。熱伝導率が比較的低いため、熱を効率よく集中させることができます。
6mm 以下:1,000W~3,000W
6~20mm:4,000W 以上
薄板では低出力でも良好な切断が可能ですが、厚板では切断の安定性と切断面の均一性を保つために高出力が必要です。
ステンレス鋼
ステンレス鋼はアルミニウムや銅よりもレーザーエネルギーの吸収率が高く、幅広い出力帯に対応できます。
5mm 以下:約1,000W
6~15mm:2,000W~4,000W
厚みのあるステンレス鋼では、高出力にすることで切断速度が向上し、ドロス(スラグ)の付着も低減できます。
アルミニウム
アルミニウムは反射率が高く、熱拡散性にも優れているため、切断が比較的難しい材料です。
12mm 以下:2,000W~4,000W
さらに厚い板材:最大 6,000W が必要な場合あり
安定した切断を行うため、アルミニウムには一般的にファイバーレーザーが推奨されます。
銅・真鍮
銅および真鍮は非常に反射率が高く、レーザー選定と十分な出力が不可欠です。
推奨最低出力:2,000W
厚板の場合:4,000W 以上
これらの材料を安全かつ効率的に切断するには、適切な保護機構を備えた高出力ファイバーレーザーが必要です。
2.板厚に応じてレーザー出力を選定する
材料の厚みは、レーザー出力を決定する上で最も重要な要素の一つです。
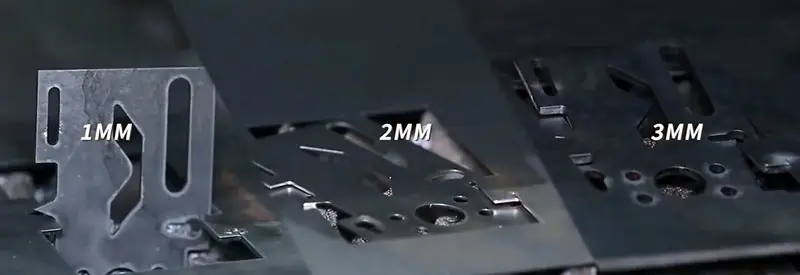
薄板(1~5mm)
薄板は比較的低出力でも効率よく切断できます。
推奨出力:500W~2,000W
低消費電力、熱歪みの低減、きれいな切断面といったメリットがあります。
中厚板(6~12mm)
中厚板では、安定した切断速度と品質を確保するために、より高い出力が必要です。
推奨出力:2,000W~4,000W
この出力帯は、産業用途におけるステンレス鋼やアルミニウムの切断で広く使用されています。
厚板(13mm 以上)
厚板を切断するには、十分な貫通力を得るための高出力が不可欠です。
推奨出力:4,000W~6,000W 以上
高出力により切断時間が短縮され、バリや切り残しの発生を抑えることができます。
3.切断速度と精度のバランスを取る
レーザー出力は切断速度と精度の両方に影響します。最適なバランスは、生産目的によって異なります。
高精度を重視する場合(低出力)
細かい輪郭、小径穴、精密なパターン加工では、低出力が適しています。
一般的な出力:500W~1,000W
熱影響が少なく、切断面が滑らかで、寸法精度が向上します。
生産性を重視する場合(高出力)
大量生産や高スループットが求められる現場では、切断速度が最優先となります。
一般的な出力:3,000W~6,000W
高出力により、厚板でも高速切断が可能となり、品質を維持したまま生産効率を高められます。
4.切断面品質の要求を考慮する
切断面品質は、後加工の有無に直結する重要な要素です。
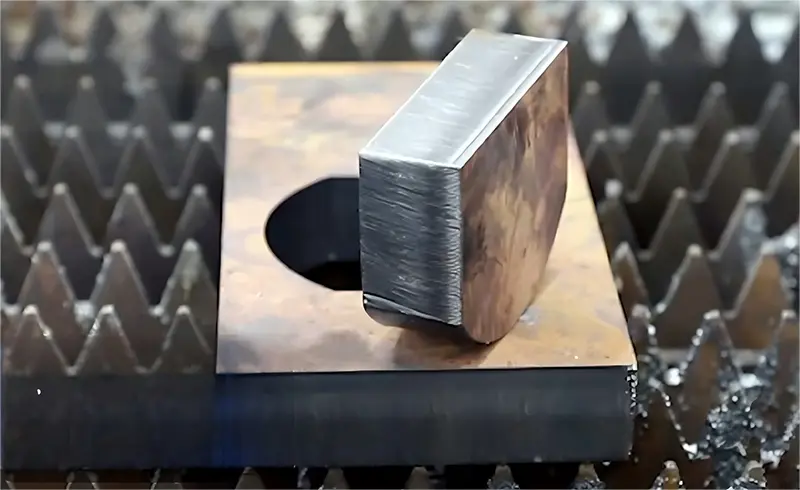
厚板の場合
高出力を使用することで、切断面の滑らかさが向上し、スラグやバリの発生を抑えられます。
薄板の場合
薄板に過剰な出力を使用すると、焼けや反りが発生しやすくなります。低出力設定の方が制御しやすく、よりきれいな仕上がりになります。
5.エネルギー効率とコスト最適化
レーザー出力の選定は、運用コストや投資回収にも大きく影響します。
コスト重視の場合(低出力)
主に薄板加工が中心であれば、1,000W~2,000W クラスの機種で、消費電力やメンテナンスコストを大幅に抑えることができます。
重加工向け(高出力)
厚板加工や連続稼働が多い場合、4,000W~6,000W クラスの高出力システムは、高速切断による生産性向上と後工程削減により、長期的に高い効率を実現します。
結論
金属切断における適切なレーザー出力の選定は、材料の種類、板厚、切断速度、切断面品質、運用コストの最適なバランスを見つけることが重要です。正しい出力を選ぶことで、生産性の向上、安定した切断品質の確保、そして無駄なエネルギー消費の回避が可能になります。
薄いアルミニウム板から厚い鋼板まで、どのような加工であっても、適切なレーザー出力の選定は安定かつ効率的な加工の鍵となります。
レーザー出力の選定や機械構成について専門的なアドバイスが必要な場合は、Han’s Laser が豊富な業界経験に基づいたカスタマイズされたレーザー切断ソリューションをご提供します。お客様の用途に最適なシステム選定を、技術チームが全力でサポートいたします。




 Previous
Previous




 LET’S TALK
LET’S TALK



